The quality requirements of precision parts processing are relatively high, so it is impossible to use one process to meet its requirements, but to gradually achieve the required processing quality with several processes. In order to ensure the quality of processing and the rational use of equipment and manpower, the processing of parts is usually divided into four stages: rough processing, semi-finishing,
Principles represent the attitude of being a person and doing things, and precision parts processing is no exception. Each step also has its principles. (1) The principle of datum surface first: The surface used as a precision should be processed first, because the more accurate the surface of the positioning datum, the smaller the clamping error. (2) The principle of first roughing and finishing: follow the order of roughing, semi-finishing,
For precision parts processing on milling machines, especially on horizontal milling machines, clamping the workpiece with a pressure plate is a common method. Face milling cutters are most commonly used when milling on a horizontal milling machine. When installing a workpiece with a pressing plate on a milling machine, the tools used are relatively simple. It mainly includes pressure plate, gasket,
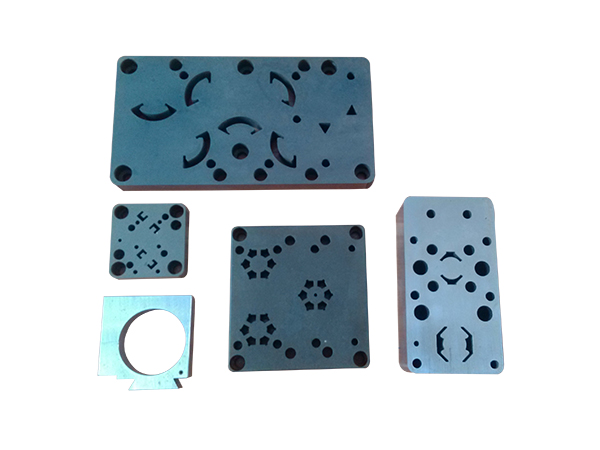
The method of processing the corners and faces of the parts is different for each position. But do you know what methods are available for machining flat contours for precision parts? (1) Plane contour processing method: The plane contour is composed of straight lines, arcs or intermediate curves. These planes are parallel or perpendicular to the bottom lower plane of the fixture.
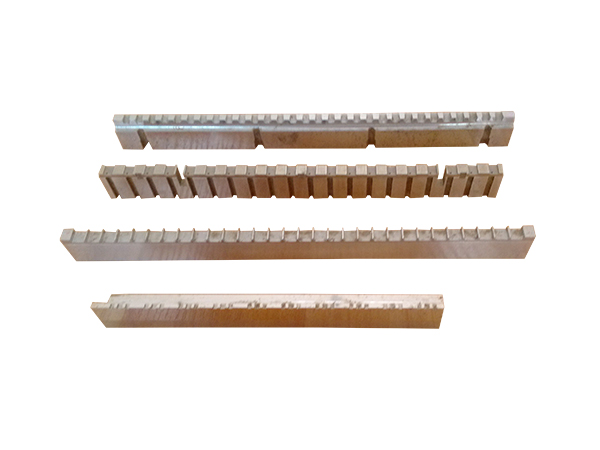
There are many types of milling cutters in precision parts processing, but only the following are commonly used. (1) Face milling cutter: There are cutting edges on the peripheral surface and end of the face milling cutter, and the end cutting edge is the secondary cutting edge. Face milling cutters are mostly made of sleeve inserts, and the cutter teeth are made of high-speed steel or cemented carbide.
The machining error of precision parts is mainly caused by the error of the machining system, which is the main factor that affects the machining accuracy. In order to improve and ensure the machining accuracy, certain technical measures and other methods can be used to reduce or eliminate the influence of these errors on the machining accuracy. 1. Direct methods to reduce or eliminate errors The method of directly reducing or eliminating errors is to eliminate or reduce errors in a targeted manner after determining the main factors that produce machining errors.
1. The impact of milling vibration on machining accuracy. Milling vibration is caused by factors such as the interrupted cutting characteristics of milling, the milling method (down milling or up milling), and the rigidity of the process system. Milling vibration directly affects milling accuracy.2. The multi-blade tool cuts into the surface of the workpiece intermittently, and the cutting force changes continuously when the precision parts are processed, which causes the periodic vibration of the process system.
Total7
Total pages1 |
Total pages1
9First page
7Previous page
Next page8
Last page:
Jump